با همکاری کارگروهی متشکل از واحدهای تعمیرات نورد، دفتر فنی تعمیرات سبا، واحد بومیسازی و خرید فولاد مبارکه و با اعتماد به توان و تخصص شرکتهای سازنده داخلی، موتورهای سنکرون ۶ مگاوات قفسههای نورد فولاد سبا با موفقیت بومیسازی و علاوه بر صرفهجویی یک میلیون یورویی، کشور از واردات این نوع موتور بینیاز شد.
خبرنگار فولاد در پی کسب این موفقیت بزرگ، نظر برخی از رؤسا، کارشناسان و تکنسینهای مربوطه را جویا شده است. ماحصل این گفتوگوها را در ادامه میخوانید.
مهدی ناظمالرعایا، رئیس نورد فولاد سبا
با توجه به اینکه رفع مشکلات تأمین قطعات و تجهیزات استراتژیک خطوط تولید یکی از مهمترین اهداف فولاد مبارکه است، بومیسازی استاتور موتور قفسه ۷ نورد سبا در اولویت قرار گرفت و با تشکیل جلسات مشترک با واحدهای بومیسازی، دفتر فنی تعمیرات و شرکت سازنده این مهم رقم خورد و در حین فرایند ساخت نیز بازرسیها و تستهای مختلف به همراه کارگروه مربوطه انجام و پس از آن، در زمان مناسب عملیات نصب و راهاندازی صورت گرفت. به لطف خداوند پس از تستهای حین تولید و گذشت چندین ماه، تجهیز یادشده عملکرد قابل قبولی داشته است. ازاینرو از حمایت مدیریت و کارگروه مربوطه که ریسک بالای کار را پذیرفتند و در این زمینه تلاش کردند تشکر و قدردانی مینماییم.
مهدی قاسمی، رئیس دفتر فنی تعمیرات سبا
هزینه زیاد واردات و وجود تحریمها، کارشناسان فولاد مبارکه را بر آن داشت تا در راستای حمایت از تولید داخل، بومیسازی این دو تجهیز را در دستور کار خود قرار دهند.
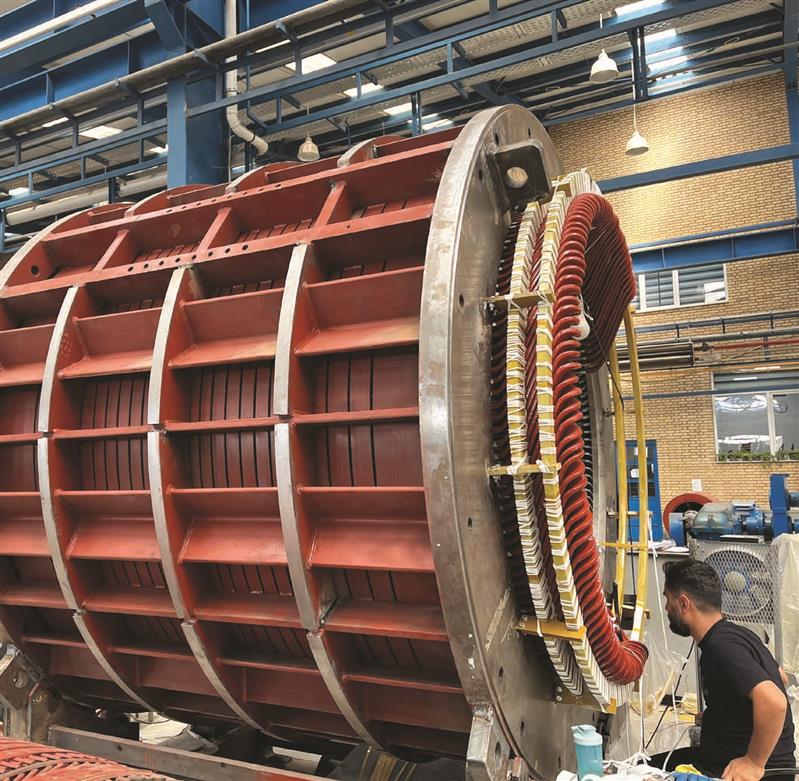
بومیسازی استاتور و قطبهای موتور ۶ مگاوات قفسهها که از موتورهای حیاتی خط نورد فولاد سبا به شمار میآید، ضمن اینکه باعث شد به دانش فنی ساخت این قبیل موتورها دست یابیم و کشورمان از واردات این تجهیز بینیاز شود، فرایند و زمان تأمین این قبیل موتورها را هم بسیارکوتاهتر و سریعتر کرد.
مهدی کاردان، سرپرست تعمیرات نورد سبا
واحد نورد سبا شامل ۷ قفسه نورد است که وظیفه قفسهها دریافت اسلب از قسمت کوره تونلی و سپس کاهش ضخامت اسلب و تحویل ورق با ضخامت مشخصشده به قسمت دانکویلر است. توان موردنیاز قفسههای نورد توسط موتورهای سنکرون ۴ تا ۶ مگاواتی تأمین میشود که موتور قفسههای ۱ تا ۶ ساخت کارخانه آنسالدو ایتالیا و موتور قفسه ۷ نیز توسط کارخانه VEM آلمان طراحی و ساخته شده است.
در اردیبهشت سال ۱۴۰۲، در اثر اتصالی در کلافهای استاتور موتور قفسه ۳ به مدت ۲ ماه از مدار خارج گردید و با توجه به موجود بودن فقط یک کلاف استاتور در انبار سبا، بهناچار، جهت دمونتاژ کلاف معیوب و مونتاژ کلاف سالم در فریم استاتور به محل کارگاه یکی از شرکتهای پیمانکار منتقل شد و پس از ۲ ماه استاتور موتور قفسه ۳ نصب و شرایط قفسههای نورد به حالت عادی برگشت. با توجه به عدم نبود یدکی موتور قفسههای نورد، پس از برگزاری جلسات متعدد و بررسیهای همهجانبه توسط واحد تعمیرات نورد سبا، دفتر فنی تعمیرات سبا و واحدهای بومیسازی و خرید فولاد مبارکه، مقرر شد یک موتور کامل شامل استاتور و روتور توسط سازندگان داخلی طراحی و بومیسازی گردد.
به دلیل حساسیت بسیار زیاد و اهمیت موتورهای قفسههای نورد در خط تولید نورد پیوسته سبا، جهت انتخاب پیمانکار مورد نظر برای بومیسازی موتور ۶ مگاوات سنکرون، از کارخانجات توانمند در زمینه ساخت موتورهای MV دعوت به عمل آمد. در جلسات متعدد و با انجام گفتوگوهای کارشناسی در نهایت مقرر گردید که با توجه به دانش فنی، تجربه و بررسی سوابق قبلی و پس از برگزاری مناقصه، ساخت روتور و استاتور ۶ مگاوات سبا به شرکت رشد صنعت نیرو واگذار گردد.
کامران نصوحی ، کارشناس برق تعمیرات نورد سبا
پس از ابلاغ ساخت موتور به پیمانکار، در تمامی مراحل طراحی ساخت و تست، تیمهایی از سرپرستان و کارشناسان تعمیرات نورد سبا، دفتر فنی تعمیرات و بومیسازی، نظارت و کنترل کاملی بر عملیات ساخت موتور داشتند. همچنین کارشناسان شرکت رشد صنعت جهت صحتسنجی و راستیآزمایی ابعادی، در موارد موردنیاز در شاتدانهای مختلف در نورد سبا حضور یافتند و در نهایت در آبان ماه ۱۴۰۲ پس از تکمیل تستهای موردنظر استاتور بومیسازیشده به محل موتور روم نورد سبا حمل شد.
علیرضا اکبری، فورمن برق تعمیرات نورد سبا
با توجه به اینکه برای اولین بار استاتور موتورهای آنسالدو توسط شرکت سازنده داخلی طراحی و ساخته شده بود لازم بود جهت تست گرم استاتور بومیسازی شده، همه جوانب در نظر گرفته شود. در نهایت با تصمیم سرپرست تعمیرات و رئیس تولید نورد و تأیید مدیر عملیات سبا مقرر شد در اسفندماه ۱۴۰۲ استاتور بومیسازیشده جایگزین موتور قفسه ۵ گردد که به فضل الهی و با همت و همکاری تمامی واحدهای مختلف، قفسه ۵ نورد سبا با استاتور ساخت ایران راهاندازی و بهرهبرداری گردید و پس از گذشت حدود ۶ ماه عملکرد موتور بسیار مناسب و مشابه موتورهای سازنده اصلی است.
موسوی، کارشناس قطعات یدکی دفتر فنی تعمیرات سبا
با نظارت مستقیم کارشناسان فولاد سبا این دو تجهیز (استاتور+ فریم و کلاف سیمپیچ) بومیسازی شد و بهصورت قطعه یدکی در خط نورد گرم سبا مورد آزمایش قرار گرفت و سرانجام پس از اطمینان از حصول کیفیت لازم و تأیید کارشناسان واحد، با موفقیت به بهرهبرداری رسید. این قطعه هماکنون بیش از ۶ ماه است که در مدار تولید با موفقیت در حال کار است.
احمدرضا دهقانی، کارشناس بومیسازی
بعد از برگزاری جلسات متعدد بین کارشناسان دفتر فنی تعمیرات، تعمیرات ناحیه نورد، واحد بومیسازی، واحد خرید و همچنین ارزیابی شرکتهای سازنده داخل کشور، شرکت رشد صنعت نیرو برای بومیسازی این استاتور ۶ مگاوات انتخاب گردید.
ابراهیم نجفی، کارشناس خرید
تأمین این استاتور از شرکت سازنده خارجی در شرایط تحریم با صرف زمان زیاد و مبلغ حدود یک میلیون و ۱۳۰ هزار یورو امکانپذیر بود. بنابراین ترجیح داده شد که این تجهیز با همکاری شرکتهای سازنده داخلی بومیسازی و یک میلیون یورو صرفهجویی ارزی تأمین گردد.
علی عادلی، تکنسین قطعات یدکی
با بومیسازی این تجهیز از نظر تأمین قطعات یدکی موتور از این پس هیچگونه نگرانی وجود نخواهد داشت. همچنین با توجه به ضمانت این تجهیز توسط شرکت سازنده، در صورت بروز هرگونه اشکال یا خرابی، کارشناسان مربوط در سریعترین زمان ممکن جهت ارائه مشاوره و سایر اقدامات لازم در خط نورد مجتمع فولاد سبا حاضر خواهند شد.
عباس حاجیان، تکنسین برنامهریزی
از ویژگیهای خاص این موتورهای سنکرون فرکانس متغیر، توان ۶ مگاوات، ولتاژ ۱۶۵۰ ولت و فرکانس ۵٫۵ تا ۱۵ هرتز، رنج دور متغیر ۰ تا ۳۰۰ دور را بهصورت چپگرد و راستگرد برای قفسههای نورد تأمین میکند.